|
水分含量是影响诸如聚酰胺(PA)和聚碳酸酯(PC)等树脂的加工工艺、产品外观和产品特性的一个重要因素。在注塑过程中,如果使用水分含量过多的塑料粒子进行生产,则会产生一些加工问题,并最终影响成品质量,如:表面开裂、反光,以及抗冲击性能和拉伸强度等机械性能降低等。因此,水分含量的控制对于生产高质量的塑料产品是至关重要的。 目前,塑料行业中水分含量测定的参考方法是卡尔费休滴定法,这是一种用于测定样品水分含量的通用滴定方法。为了获得准确、可靠的测定结果,该方法需要配置优良的实验室和良好培训的操作人员,这就意味着更大的成本投入。而HR83卤素水分测定仪的出现(如图1所示),很好地解决了这一问题。HR83无需使用昂贵的精密仪器或额外的化学试剂,同时0.001%/0.01% MC的高分辨率、高加热效率的环形卤素灯以及独特设计的镀金辐射体也确保了能够进行快速、准确的水分含量测定。
专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. HR83卤素水分测定仪由采用分析天平用传感器的称量单元和采用环形卤素灯的加热单元组成。其中,分析天平用传感器的称量单元确保了塑料粒子水分测定的高精度和高重现性,而环形卤素灯的加热单元可实现样品测定过程中的快速升温和加热均匀性。与其他的热失重分析法(如烘箱、红外或微波)相比,HR83不但很好地满足了塑料粒子水分含量测定的高精度和高重现性的要求,也实现了快速、简便的操作。 下面,以对聚酰胺6(PA6)塑料粒子水分含量测定的应用为实例,进一步说明HR83的优良性能。 在PA6树脂的生产过程中,通常建议原料在注塑加工前的水分含量应小于0.2%。然而,该树脂在温度为23℃,相对湿度为50%的环境中会吸收近2.5%的水分。所以,树脂原料必须经过干燥才能满足注塑要求。在实施干燥工艺前,对塑料粒子进行水分含量测定的另一好处是,可以优化干燥时间(如将干燥时间由原来的4h缩短为1h),并显著降低能耗成本。 此外,诸如ISO9001等质量体系还要求定期测定塑料粒子的水分含量,以验证干燥机的正常性能。当然,注塑机启动前也需要确定每批树脂原料的水分含量。 在本次实验中,使用了梅特勒-托利多HR83卤素水分测定仪来测定PA6塑料粒子的水分含量,操作步骤如下: 1. 按下“method”键,选择 “方法PA6”,各项参数设置情况为:振动适配器为High;分辨率选择为High;待机温度为100℃;升温模式为阶梯模式; Step1:130℃,5min ; Step2:130℃,0min;最终干燥温度为130℃。 2.样品盘去皮,加入约30g的塑料粒子样品。 3.按下“Start”键,启动水分测定过程。 4.结果显示塑料粒子的水分含量。 测试表明,PA6塑料粒子样品的水分含量为0.114%,符合注塑加工工艺中建议的0.2%最大限值。因此,该原料无需进一步干燥,即可直接进入注塑工艺流程。
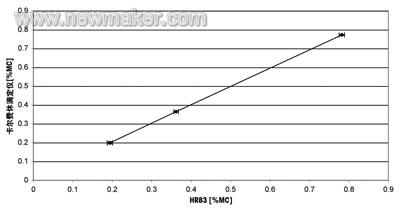
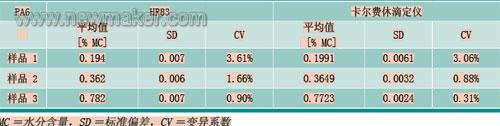
HR83(6次实验)和卡尔费休滴定仪(3次实验)测得的水分含量结果 |
语言版本选择: