|
System 3R基于LMS试验测试系统,开发出一款全新的工件箝位卡盘,用于减小机械加工中的振动 在实际生产操作中,时间就是金钱,因此机械效率成为制造商们是否盈利的决定性因素。这促使制造企业开始关注那些能为其提供提高生产率的方法和工具的领先供应商。其中,瑞典加工工具供应商System 3R International AB公司开发出能够降低加工振动的工件箝位卡盘。新的系统不仅能够提高金属切削速度,而且能够改善精度,并减少铣床和其他加工中心的磨损。在实际生产操作中,时间就是金钱,因此机械效率成为制造商们是否盈利的决定性因素。这促使制造企业开始关注那些能为其提供提高生产率的方法和工具的领先供应商。其中,瑞典加工工具供应商System 3R International AB公司开发出能够降低加工振动的工件箝位卡盘。新的系统不仅能够提高金属切削速度,而且能够改善精度,并减少铣床和其他加工中心的磨损。 普通的卡盘不能完全控制由于切削工具碰撞和旋转产生的动态力引起的工件振动。因此,为了避免加工流程中的不稳定性,操作工降低切削速度,使加工出来的工件符合所需的精度。然而,即使在低速情况下,仍存在一些无法消除的振动,这会导致工件末端产生凿痕和皱痕。所以工件需要两步或者三步流程才能消除缺陷,得到光滑的工件末端。低速和额外的加工不仅延长了整个加工流程的时间,而且加速切削工具的磨损,使其不得不经常更换。 专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 减振卡盘的优势 加工系统的工作速度和加工质量主要依赖于弹性系统中三个主要部件之间的动态稳定性:机床、刀具和工件夹持系统。机床业长期以来广泛地研究如何改进切削工具和加工中心的稳定性。但是,其中仅很少工作用于研究工件夹持系统的动态特性。工件夹持系统通常是刚性部件,System 3R公司花费了多年时间来研究夹持系统的动态特性,开创性地发明了减振托盘式卡盘(VDP),并申请了专利。新的减振托盘系统在结构刚度内混合了黏弹性聚合物和金属衬托,提高了系统的减振性能。新型VDP能够吸收工件振动以及大部分的切削刀具振动,因此提升了整个加工流程的动态性能,这使得操作工能够以更高的速度运行加工中心,在降低刀具磨损的同时提高加工精度。部件加工也因此能够做到一步到位,既满足严格的尺寸容许量,又有助于将末端粗糙度降至一微米。由于VDP独特的性能,使很多制造商青睐于此产品,并且采用VDP制造精密部件的公司也从中受益匪浅。
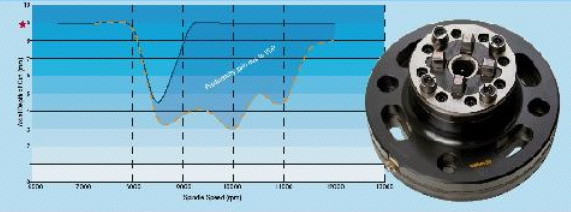
瑞典汽车零部件供应商Lidingö Produktion AB,总经理Bojan Stefanov表示,他们的五轴铣床使用VDP减振卡盘,现在能够将以前需要二次加工的部件只需一次加工就能达到要求的末端表面光滑度。不仅如此,他们发现现在机床的速度比原来提高了一倍,并且使用寿命是原来的两倍。 类似的,德国Ingersoll切削刀具公司使用VDP制造钛合金飞机零部件,缩短32%的加工时间,改善表面末端粗糙度72%。葡萄牙MGM模具公司使用VDP将铜制电极的加工时间缩短40%。日本的Epic Yamada公司为半导体生产精密模具,使用VDP缩短一半的加工时间,并延长了加工时所使用刀具的使用寿命。瑞士一家制造高速铣床的公司使用VDP卡盘改善了铣削流程,在转向速度为10,000rpm情况下,使得切削深度提高了两倍,从原来的3mm增至9mm,极大地提高了金属加工速度。 VDP未来的商业前景非常乐观。根据来自Gardner研究院的统计,自2001年全球在机床业的总体投资增加70%,2006年的增长率更是超过了10%,达到了五百九十六亿美元。机床业的不断发展会提升VDP在这个行业的销量,并且很多机床营造商对于将VDP集成在他们的产品中,非常感兴趣。 振动测试的关键作用 System 3R公司研发部经理Amir Rashid博士一直领导团队为公司设计新产品,也是VDP产品开发的主要负责人。在VDP项目中,工程师们通过调整厚度和外形的大小,调整减振部件的预载荷,来对VDP进行细微的调整,使其能够减少预测的振动载荷,这些振动载荷在整个加工流程中,会随着工件材料的切削而有所变化。 “设计的结构具有足够的静态刚度,以及很高的动态刚度,能够在预期的频率范围内降低加工振动,同时还能在准确的位置上夹紧工件,”Rashid说。“困难在于如何精确地判定出在预期频率范围内所需的阻尼量级,同时还要保持足够的刚度。在我们的开发流程中,LMS Test.Lab软件起到了关键性作用,能够有效地完成大量振动试验并快速分析数据。” System 3R公司采用的LMS试验系统包括两套LMS SCADAS III数据采集前端,每个前端配有八个数据采集通道,和内置信号调理功能。每个前端都与LMS Test.Lab软件相连,能够在在统一集成的平台上进行试验控制、测量、结果分析、数据管理和报告生成。
Rashid解释说开发流程开始的时候,对没有VDP的工件和加工中心进行了振动测试。工程师将加速度传感器安装在不同的位置上,使用力锤敲击结构,从而判定它们的动态特性。工况中各种速度下的试验,是在机器不同运转频率下测量系统振动。 根据这些试验采集的数据,LMS Test.Lab构成动画式模态振型和工作变形图形(ODS),来显示硬件的变形情况。此外,时域的振动幅值通过傅立叶变换,转换为频域分析,能够进一步研究系统在各种频率下的响应。在这些频率图中,LMS Test.Lab使用“柱“状的彩色尖峰值来清楚的标明共振频率,这样就无需再花费数个小时从原始FRF数据中寻找共振频率。LMS Test.Lab的自动化功能为这个项目节省了大量时间,并且在准确性更高的同时保持了数据的一致性。 振动数据的分析功能使得工程师能够计算出通过部件传递的能量,从而判定出设计夹紧装置的接触面所需的阻尼级。根据以前的实际经验,工程师了解聚合体的吸收性质,因此,他们设定了接触面的大小,达到期望的减振效果。 基于这些特定的要求,构建VDP物理样机,进行同样的结构模态试验和工况试验。使用LMS Test.Lab对加工过程进行了试验,显示出安装了VDP系统的工件测得的振动幅值有所降低。安装VDP和没有安装VDP测量的试验数据之间进行比较,通过反复试验测试,来调整阻尼接触面的设计,尽可能地减少振动,同时还要保持工件的稳定性并符合夹紧系统的装配要求。 集成性试验平台的优势 “由于开发新的产品理念,需要反复进行振动试验,LMS Test.Lab为我们提供了一个统一的测试平台,使得我们提高了试验的速度和精确度,“Rashid表示。“以前,我们需要一个单独的软件进行模态和工况试验的数据采集,一个软件负责模态分析,然后是第三个软件用于生成加工试验频率图。”他解释说由于系统之间是相互独立的,不同的人使用这些软件,通常会造成常规开发流程的延迟。此外,不同系统之间的数据交换也非常耗时,并且容易出现错误,因为很多情况下数据不能完全转化,因此不得不进行手工操作。 “我们需要一个独立的、集成的平台来帮助我们以更快的速度,更准确地实现振动试验。我们需要快速试验,并同时获得结果,而不希望在不同的系统之间相互切换。使用LMS Test.Lab,我们能够在几个小时内就完成试验和分析结果。工作效率的提高对于我们来说至关重要,因为我们为了满足各种加工应用和不同的工件尺寸而设计各种模型,包括为某些客户特制的VDP。” Rashid认为LMS Test.Lab的工作表和模板特别有利于缩短振动试验的设置时间。“LMS Test.Lab有很多针对特性功能的工作表,例如模态试验、时域数据处理和信号测试,“他说。此外,模板还有仪器灵敏度设置,和其他自动化实现的功能,不再需要工程师手工设置。System 3R报告指出试验的设定时间至少减少30%。 “LMS Test.Lab使得我们能够更快更准确地进行各种振动试验,避免了时间的延误,并降低了出错的概率。从商业角度来看,随着全球制造业的迅猛发展,我们只有不断创新才能稳固公司在全球市场的领军位置,而LMS系统正是我们技术创新的最佳合作伙伴。”(end) |
语言版本选择: