试漏机_超声波探伤在济钢中厚板厂的应用
时间:2015-06-17 09:55 点击:
1、概述 济钢中厚板厂在线钢板探伤采用超声波探伤检测系统。根据标准规定或用户要求,锅炉与压力容器板、桥梁、建筑、管线用板等特殊用途的钢板,需要进行超声波探伤。随着对
1、概述
济钢中厚板厂在线钢板探伤采用超声波探伤检测系统。根据标准规定或用户要求,锅炉与压力容器板、桥梁、建筑、管线用板等特殊用途的钢板,需要进行超声波探伤。随着对钢板产品内在质量、性能、规格越来越高的要求,越来越多的用户要求对钢板进行100%的探伤。
根据使用方式的不同,超声波探伤可分为手动探伤和自动探伤。由于手动探伤具有投资低、使用灵活等优点,国内中厚板厂多采用此方式,但手动探伤也存在着许多无法弥补的缺点,一是探伤时间长、生产效率低;二是探伤劳动强度大,容易疲劳;三是占用生产场地钢板复搬运量大;四是难以保证超声波波束100%地覆盖钢板表面,从而不可避免地造成漏探和误探。手动探伤还因探伤速度慢而难以适应现代化大生产的要求。而自动探伤具有速度快、效率高、占用生产场地小等明显优点,采用在线方式则基本上不占用生产场地也不存在钢板的重复搬运问题。
专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960.
该厂采用的SONOTROTM66钢板检测器是NDT 技术公司运用超声波技术生产的一种非损伤性检测重型钢板的检测系统。钢板的在线高速扫描速度为2.0米/秒,探伤能力能透过6-60mm厚的钢板,并且覆盖100%表面及钢板的里面。所采用的探头是性能较高的压电晶体制成的,有两种形式———单晶体式探头和双晶体式探头。两种形式的探头运转由电子脉冲产生的高频脉波穿过水干扰后进入钢板内,并从缺陷点或壁表处反射回来。缺陷表面越大,则反射的能量越大,并产生一个较高的可视峰值。该操作方式称为“脉冲回声模式”,扫描结果由集成电子系统处理。可以检测的钢板材料类型有:锅炉板、压力容器板、桥梁板、船板、结构板及用于其它特殊结构的钢板等。
2、超声波探伤原理
专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960.
超声波测试的基本方法是基于超声波的频率要高于20KHz。对于不同频率和波形,从材料返回的波形是不同的。当超声波进入材料后,将在材料中产生机械振动,超声波在被检测材料中传播时,材料的声学特性和内部组织的变化对超声波的传播产生一定的影响,通过对超声波受影响程度和状况的探测来了解材料性能和结构的变化。
检测过程是通过使用一种压电晶片向材料里面发射超声波进行的,这种压电晶片被称为探头或传感器。使用的探头分为单晶和双晶两种探头,是基于脉冲反射的原理。脉冲反射方式是:超声波进入材料中,当遇到缺陷或界面时,声波将被反射回探头通过观察波形中反射回的能量多少可知道缺陷的大小,大的缺陷比小的缺陷返回的能量多。测试过程是通过纵波和横波两种波形来完成的。纵波是用来检测钢板内部缺陷的,这种波适合检测钢板内部的分层、夹渣和球状裂纹;横波被用来检测钢板表面和内部的纵向线状缺陷。
为了使超声波进入材料和从材料中反射,探头必须与被测材料尽量靠近,并且在探头和被测材料之间有介质。在钢板的超声波探伤中,多用水作介质,即所谓“耦合水”。检测期间,所有探头处在离钢板表面同一水平面,声音藕合由水来完成。
3、系统组成及功能
超声波探伤装置是一个完整的系统,由检测系统、数据系统、自动控制系统、报告输出系统、缺陷标记系统等子系统组成,为检测钢板需要配套运输辊道、压紧辊、侧导辊、打正机等。
检测器探头安装在测试钢板下方的两个伺服驱动架上的探头机座内,按照一定编码的通道根椐钢板的宽度进行扫描。最窄的钢板要求测试一个通道,而最宽的则需测试3个通道。每次进行测试时,探头在支架内执行浮移和倾斜功能。由此,探头表面与板尽可能的水平接触,同时也能补偿了钢板表面的偏差值。
为了实现100%的探伤,还需要一定的速度检测与位置检测元件;探头是自动超声波检测系统的基本结构,呈阵列布置,它从底部检测钢板。在探头之间超声波应100%地覆盖,而且整个探头覆盖板宽的1/3。探头必须与被测材料尽量接近,以便于超声波进入材料和从材料中反射。在超声波的传输中水是必须的。检测探头位于钢板下面,同时安装在小车上,能够横向移动。伺服驱动能够在钢板侧边任何地方对探头进行定位,同时能与钢板边部保持同步,这一点对100%探伤是非常重要的。
该系统为全自动化控制系统,使用的是Mitsubishi逻辑控制器(PLC),它将主操作员站与现场操作柜进行联锁。该系统从纵向探头和横向探头采集数据,并把数据发送给视频监测器上的操作员。其功能有自动诊断系统、通过计算机可调节灵敏度、脉冲频率、DAC补偿及补偿范围、检测钢板通过速度及方向、自动报警及检测不良耦合、检测内部超过标定参数的不连续的缺陷、标准扫描等。
4、检测过程简述
钢板的位置检测完全靠四个光电开关的动作来实现,在运输辊道上可根据需要进行一道次或三道次的来回检测。
光电开关PC—101动作时表明钢板开始进入了测试区,钢板减速运行并启动浮动活塞以跟踪钢板的波度。当钢板已将所有探头座覆盖以后,钢板速度加速至2米/分,开始进行钢板的超声波探伤工作。钢板完全被扫描完成后,减速继续运行直至运行到PC—104光电开关动作时,钢板退出测试区并停下来。
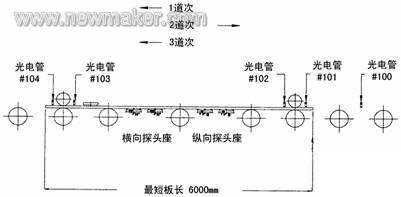
图1 钢板测试区详图
检查过程中,该系统使用传感器和两个工业摄像机检测钢板的边缘。在纵向架上有16个高温传感器,横向架上有32个高温传感器,摄像机定位在探头架上测量钢板的宽度。为了能补偿钢板的扭曲度,探头的所有部分能够上下移动或倾斜,以保证测试期间它们与钢板表面完全接触。为了使探头得到保护,在探头表面安装了高效防腐材料制作的专用防磨装置。探头表面与表面下面的钢板不直接接触,使用了声藕合装置达到检查的目的。
5、结束语
该套超声波检测系统能100%覆盖钢板表面,探头能准确跟踪钢板并与钢板表面良好耦合,减少了漏探和误探,而且检测缺陷尺寸精度达到最小φ3mm;配套的计算机系统能够根据各种标准对钢板缺陷进行评判,对钢板轧制质量的分析具有较好的实用价值。(end) |
|
------分隔线----------------------------











