|
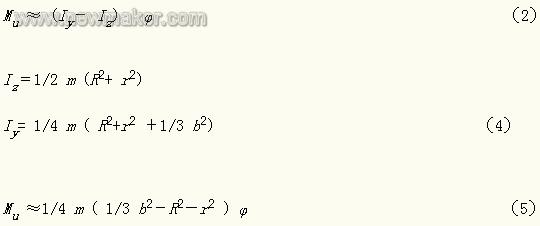
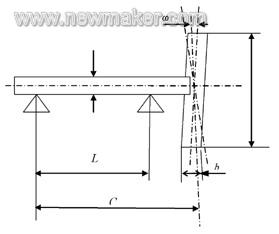
针对风机用户经常提出风机的平衡非常难做,不知是做单面平衡还是双面平衡,有些风机做过平衡后仍有较大振动的问题,我们就具体的风机平衡误差原因作了分析,得出了结论。 1 辅助芯轴的平衡问题 专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 由于风机叶轮在平衡时一般采用的都是辅助芯轴,所以必须考虑芯轴是否满足平衡的要求。由于芯轴是一个转子,有其自身的不平衡量。在平衡过程中芯轴已和风机合在一起成为一个转子,所以即使整体放在平衡机上已经平衡了,也仅是一个表面的平衡。对应转子的校正平面芯轴自身的残余不平衡量应小于转子允许剩余不平衡量的10%,通常芯轴的质量约是叶轮质量的1/10,芯轴自身的不平衡量有可能与叶轮平衡的要求相等,因此会直接影响叶轮平衡的最终结果。 另外芯轴上的键和键槽也是平衡时一个容易被忽略的问题。有的用户会认为半个键或整键的质量轻,且所在的半径小得可以忽略,实际上键也是有相当质量的,一般有几十克至几百克,芯轴相对于风机叶轮的校正半径要小几倍,相除后仍可能有几十克的不平衡质量附加到风机上。 2芯轴中心和叶轮中心的平行偏移 专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 根据平衡的基本原理 U= M e=u r(1) 式中U为不平衡量;M为零件的质量;e为回转中心和质量中心的间距;u为不平衡质量;r为校正半径。 如果风机支承位置的中心和芯轴的轴线中心有偏心,根据式(1)该偏心就会产生不平衡量,产生的误差就会直接附加到风机上。 为保持偏心距尽量小,在芯轴加工过程中,要使加工芯轴的基准保持完全一致。即保证芯轴上轴颈支承位置和叶轮接触位置保证很高的同轴度,为防止芯轴表面的磨损产生新的误差,芯轴在与转子接触的位置与轴颈位置必须得有硬度。这样生产的芯轴才能满足通常的精度要求。例如:叶轮的不平衡量要求是40g·mm/kg=40 μm,芯轴的偏心或称作芯轴中心位置与轴颈位置的同心度在4 μm即可。 例如:芯轴偏心距=6μm 需要平衡要求=20g·mm/kg;允许的剩余不平衡量=20-6=14 g·mm/kg;对2个平面的平衡:每个平面的不平衡量=7 g·mm/kg。 再好的芯轴,即使偏心只有1μm,使用一段时间后也会产生5~10μm的偏心。如果要求的平衡精度比该值小,在平衡过程中可根据芯轴的偏心量和角度自行做相应的调整。 在实际中还要考虑到芯轴和风机孔接触配合面都有公差,最大的偏心即为最大配合公差的一半。 例如:偏心距e=10μm; 公差s=14 μm;最大允许的偏心误差e +s/2=10+14/2=17μm。 3叶轮的倾斜 如果叶轮装在实际轴端面上有倾斜或芯轴本身有弯曲,在旋转中可能产生的力偶不平衡量就会附加到叶轮中去(见图1)。叶轮微小倾斜产生的力偶不平衡的公式为
为说明此情况,列举一个实例,说明产生一对力偶不平衡量添加到叶轮上的情况。 假设叶轮的质量m=700 kg, D=1000 mm,r=75mm,b=300 mm, L=1200mm, C=1500 mm。 Pi(校正平面端面跳动)=0.24mm, n=1000 r/min,G=6.3 求:叶轮倾斜产生的力偶不平衡? φ≈sinφ=Pi /D=0.24/1000
Mu =u r b U (力偶不平衡量)=9003/300≈30 kg·mm 对外伸端叶轮允许的不平衡量公差为 G=e ω e =6.3/ (n/10)=0.063mm Uper=m e=700×0.063=44 kg·mm 可允许的静不平衡量 Uper3=L/(4 C)=44×1200/(4×1500)=8.8 kg ·mm 可允许的力偶不平衡量 Uper1=Uper2=Uper (3L/8 b)=44×(3×1200/8×300)=66kg·mm> U(力偶不平衡量) 通过计算说明,该叶轮倾斜造成的力偶不平衡量在平衡公差范围内。但如果倾斜角度、工作转速和零件宽度改变就会超出公差要求。 因为1/3 b2-R2―r2的值小,Mu 的值就小。所以对盘类零件中相对宽的叶轮倾斜产生的力偶不平衡量相对窄的叶轮就小些。 如果一个相对宽的盘类零件,设计或制造时,要求力偶不平衡量不能忽略,选择做双面平衡。另一方面对窄的盘类零件也可选择不做双面平衡,但要保证零件的端面跳动足够小,况且零件窄在平衡机上也比较难平衡,因为两个平面相对近,校正平面的分离就会差,测出的量值也会很大。 对长期使用的风机,由于时间长,轴和叶轮内孔有磨损,配合很松,无法平衡,建议在轴和叶轮间重新镶套,控制好新联接的径跳和端跳后再做平衡,也可采用现场平衡的方法,用现场平衡仪直接平衡,这也是解决所有误差的好方法。 4 结论 建议风机的生产不仅要有平衡的概念,更需要了解怎样才能做好风机的平衡。随着风机转速的提高,风机制造已不再是粗加工就能解决的,从上例中也可看到风机的垂直度稍微不好,马上就会产生力偶不平衡,造成振动,而且也无法通过平衡的方法解决。 另外,提醒风机用户除正确计算风机的平衡公差外,还要重视其他芯轴、键等影响风机平衡的因素。 (end) |
语言版本选择: