|
颜色测试构成了验证色彩质量的一种方式。这种测试一般用直接从生产线上取得的样品或者利用自动测量方法在制得的最终产品上进行。 数个不同类型的测色之间的区别被勾勒了出来。采用离线方法,测量结果在几个小时之内都无法获得,这也是为什么这种方法不适用于在加工过程用于干预的场合。在线测量方法几秒钟之内就能提供成品的测量结果,但处在加工顺序中非常靠后的阶段。因而在这个过程中这种在线方法仅适用于在一限定范围内进行干预的情况。与此相反,采用在线测量时,测量结果在几秒钟之内就可得到,这是由于测量直接在由挤出机输出的熔体内进行,这种方法特别适用于对加工进行直接校正。 不同的色彩测量方法 专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 离线测色是一种常用于工业界的方法。这种测量方法包括以下步骤: ■ 从生产过程中取出样品; ■ 运送样品到实验室; ■ 将样品材料变成可用于测量的形状 (例如色板,片材) ; ■ 冷却样品至室温; ■ 用分光光度计测量样品; ■ 向生产部门通知测量结果; ■ 制定一个可能的加工改进措施; ■ 为进一步的个体产品测量而正确重复加工生产。 从包括的不同步骤清楚看出,在人工取出样品和通知生产部门测量结果之间,需要数个小时的时间。另外的缺点就是在此期间仅有一个测量点被证实。在测量点之前或者之后的一定时间段内颜色质量仍旧不清楚。然而,色差可能是一次性的突然发生并且也可能逐步地发生(正如多数情况下发生的一样)。此类影响没有被离线测试方法所考虑。 在线测量系统使得测量片材或者半成品的颜色质量成为可能,例如在生产的中间阶段。这些系统用于记录已成品的实际状态。在加工过程中直到那时为止已经发生的所有导致色差产生的问题这时被简单地记录下来。考虑到与早期加工步骤相关的时间间隔,这种方法不适用于为真正的工艺控制提供有用的反馈信息。 一种在挤出机输出的熔体内直接测量的在线测色不仅允许一致的记录,而且在出现色差的情况下,提供了直接在挤出过程中进行干预的机会。直接在线测色省去了离线方法的前六个步骤并且不包括像在线方法中存在的时间间隔。在挤出过程中直接测量颜色在生产线中最可能早的时间点上在数秒中之内提供明确的过程信息。 在线测量技术 为了记录颜色的测量值,测量探针被螺旋拧进位于挤出机出口的一个螺纹孔内。 所谓的挤出机探针包含一个坚固前端的套管,在其内部有一个蓝宝石棱镜装置。作为位于钻石之后第二硬的材料,蓝宝石特别适用于承受高温和高压形成的大应力及材料稳定流动所形成的摩擦力的挤出过程。 探头被安装在挤出机罩内,在这种方式下,它不会接触诸如螺杆单元这样一些任何可移动的元件。然而,在流动期间,熔体必须覆盖蓝宝石棱镜。蓝宝石棱镜是自洁式的,这能确保没有材料粘到其上。 从棱镜上流过的流体被氙气闪光灯所照射。为此,光经过六个排列成圆形的柔性玻纤导体被传到蓝宝石棱镜。反射光经过一个在中心固定的玻纤而被反射到分光光度计。该操作每十秒就被重复,并且以这种方式进行连续的测色。 校正和结构 挤出机探头的特殊设计意味着不用对生产进行任何中断的情况下分光光度计都能被校正。为此,光纤从探头套筒中拧开,并基于黑色和白色标准进行校正。一项绿色控制标准被用于检查校正的有效性。校正为周围情况的函数。在重新校正需要进行前,系统能维持多达三个月的稳定性。 实际测色在分光光度计上用CCD技术来进行。所用分光光度计覆盖的波长范围在360至780 nm之间,也就是说它包括了光谱中的可见光部分。通过单色仪和CCD技术的结合, 其有可能达到比标准测色单元更好的分辨率。 所有的技术性设备,也就是说分光光度计、氙气闪光灯、控制单元、一台装有Windows XP操作系统的完整电脑和一个被封装在一个叫做Nema 4的盒子中的触摸屏。这个盒子由不锈钢制成并且被设计来用于工业环境中,以免受灰尘及溅落的水的影响。内置的空调设备确保即使在大温度波动的环境中设备也能稳定运行。 测量的评价 测量结果以趋势图的形式描绘(图1所示)。这表明测得的颜色值比得上交通灯显示的标准色差。当前的测量值作为数字值而被分别指定来与趋势图放在一起比较。在这个公差范围内的测量颜色值以绿色显示。以黄色显示的值已经达到了允许公差的警告限。并且,如果允许公差被超过的话,颜色将从黄色变成红色。这些明显的信号不仅显示在屏幕上,而且也能通过信号灯以相同的颜色被显示出来。
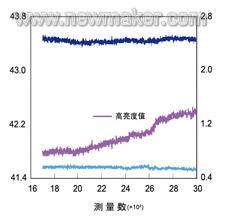
过程控制 具有影响最终结果的大量影响因素的挤出过程是一个高度复杂的操作。除了温度、压力和输出速度这些工艺参数外,挤出机本身及其各个组件对结果有较大的影响。所用的材料增加了结果的差异性,例如不同批次或者混合比的原材料。 单独或者共同作用带来的影响因素对挤出产品的色差有直接影响。通过使用在线测量方法来测量颜色因而也有可能就关于改进机器或者工艺参数得到结论。 颜色值和缺陷原因之间的关联性实际上已经弄清楚了。例如过量的二氧化钛的加入,能通过亮度值而被确认(图2所示)。色差的波动可能归因于正脉冲的泵或者液态着色剂中颜料的沉淀所致。除此之外,颜色测量也能用于诊断挤出机中的混合问题、均匀化或者计量问题或者过程稳定性中的其它波动。
色差未必一定是成品质量的一个关键方面,然而,测量颜色是一个达到稳定过程控制的极好方式。整体来看,任何生产过程中的不稳定性由颜色方面的不同而被反映出来。这些偏差能通过生产过程中的相应干预直接被消除。 整体来讲,由于具有记录的连续性,直接在熔体内进行颜色测量建立了一种特别好的分析和优化生产过程的方式。其能用于防止不合格产品的生产、避免优质产品受到污染、保持缺陷批次产品在一个最低限度内、优化配方设计、节约原材料/燃料并确保精确计量和符合产品规格,因而避免退回产品。 这一切导致原材料和生产成本的可观节约。(end) |
语言版本选择: