|
摘要:本文主要介绍了台达机电产品在熔体流动速率仪上的集成应用。该控制系统结合台达HMI、PLC、温控模块和编码器等自动化产品,操作界面友好简单,实现了设备的技术升级与高效节能。系统运行证明:台达产品稳定可靠,控制效率高,值得业界同行借鉴和推广。 1 前言 熔体流动速率仪属于测试仪器的一种,主要用于测定热塑性高聚物如聚乙烯,聚丙烯,聚甲醛,ABS树脂、聚碳酸脂等,在高温下的熔体质量流动速率(MFR)和体(MVR)积流动速率。测定熔体体积流动速率,采用手动取样,切段时间间隔由控制系统报警提示,天平称量的方式;测定熔体体积流动速率是通过位移传感器和自动计时系统先测量出活塞移动规定的距离所需的时间,然后根据公式计算出体积流动速率。两种测定方法的结果需要由微型打印机打印出来。该设备广泛应用与塑料生产、塑料制品、石油化工等行业以及大专院校、科研单位、商检部门。图1即为一熔体流动速率仪。 台达机电至今已经能为客户提供PLC控制器、温度控制器、计数器、人机界面、变频驱动器、伺服驱动器、数控系统等一系列产品,可以向客户提供完善可靠的机电一体化解决方案。本文基于台达HMI、PLC、温控模块和编码器等自动化产品构建了一套先进的熔体流动速率仪自动控制系统,运行稳定,控制简单,值得业界借鉴并推广。
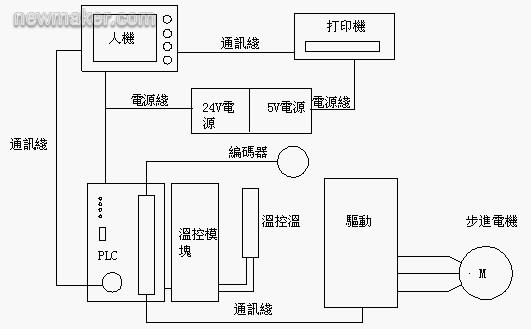
专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 2 工艺介绍熔体流动速率仪是塑料挤出仪器。它是在规定的温度下,用高温加热炉是被测物体达到熔融状态。在规定负荷下通过一定的直径的小孔经行挤出试验。熔体质量流动速率就是指挤出的各段试样的平均质量折算为10分钟的挤出量。 熔体质量流动速率公式:MFR= T * M/t 公式中:m 为切取多段的平均值,单位 g T 参比时间(10分钟)600s t 切样间隔时间 单位s 熔体体积流动速率公式:MVR= 427L/t 公式中:L 活塞移动规定距离(0.625cm或2.54cm) t 切样间隔时间 单位s 熔体流动速率仪主要由六部分组成:1、基座部分 2、熔炉部分3、切断挤出部分4、控温,测温部分5、定位移,测时间部分6、结果输出部分 3 控制系统 控制系统框图如图2所示。
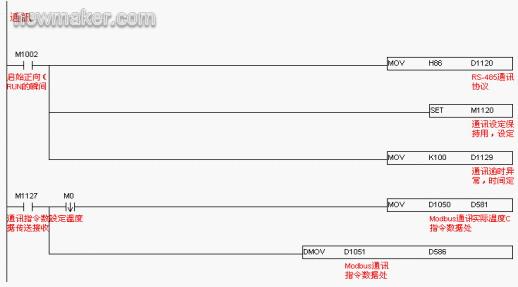
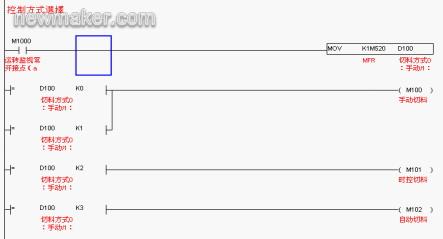
产品型号如下: 1、可编程控制器:DVP-14SS11T2 特点:Slim标准型主机,主机14点,4K Step程序存贮器,最大238数位扩充点数,30KHz高速计数器、10KHz脉冲输出,内建RS-232与RS-485双通讯口,可连接8台模拟量、温度扩充模块,小体积 多机能 更佳扩充性丰富的扩充模块,包括标准信号的输入输出,热电阻,热电偶。 2、人机界面:DOP-AS38BSTD 特点:16色灰阶蓝白色显示(320*240),支援3个 COM (RS232/422/485),利用 USB 快速画面上下载,USB Host功能,支持打印机、U盘,台达 PLC 编程软件可透过人机的,COM 或 USB 下载程序或监控 PLC,支持 U 盘刷新画面程序及韧体,对编程画面更提供了绝佳的版权保护,可以限制终端用户的刷新台数。 3、温控器:DTC1000 特点:模块式结构,多种输入传感器,支持PID过程控制功能,提供十二种输入警报模式,可自行规划输出功能,可选择控制输出(加热,冷却)、警报输出或输入比例输出,RS-485数字通讯,支持2400bps~38400bps传输速度。 4、编码器:ES3-20CG8941 5、微型打印机: 微达面板式微型打印机,该机型采用标准字库,5伏电源供电,串行接口与RS-232C标准兼容。 6、步进系统:采用的是深圳研控的步进系统。 4 应用规划及效果 4.1 PLC程序规划 根据控制工艺要求,选用台达DVP14SS11T2型PLC完成主要控制功能。系统PLC程序分为以下三个部分: (1)通讯设置部分 主要完成PLC与DTC的通讯; (2)控制方式选择 根据工艺主要涉计了2中工作模式:MFR,MVR.2种工作状态,自动和手动。这两种工作模式和工作状态可以互相单配。其选择方式主要是通过判断两个寄存器M520,M521的状态完成。在选状态后,程序会跳转到对应的步进程序上(触摸屏也会调整到相应界面);工艺参数设置(计算公式中,切刀等参数设定);手动工作,MFR自动工作状态和MVR自动工作状态:手动和自动状态的动作控制部份使用步进指令完成; (3)数据处理 计算测量数据等。 下面是部份程序实例,如图3所示:
根据现场使用人员和设计人员的要求,主要完成了一下主要界面,并通过人机完成与打印机的连接。主要界面:准备测试,参数设定,手动测试,自动测试,PID调整,位移修正,温度修正,计算结果等等界面。通过宏指令完成对对微型打印机的控制。规划COMI为485(通过宏指令定义),用于和微型打印机的通讯,COM3为232 ,用于和DVP14SS的通讯。下面是部份人机接口的实例。 (1) 测试准备界面 测试准备界面如图4所示。
(2) 参数设定界面 参数设定界面如图5所示
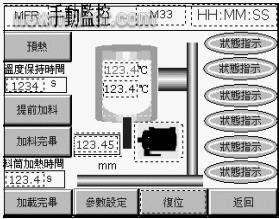
(3) 手动监控界面 手动监控界面如图6所示。
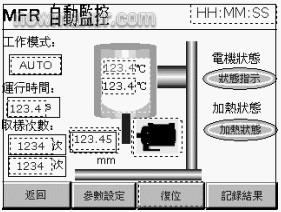
(4) MFR自动监控界面 MFR自动监控界面如图7所示。
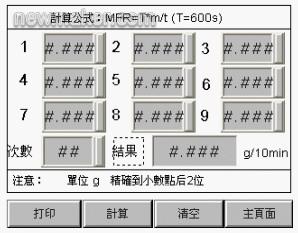
(5) 计算结果界面 计算结果界面如图8所示。
相关重要设置如下: (1)选择COM1端口,通过宏指令与微型打印机连接。台达人机界面的宏指令是一个非常强大的功能,通讯指令的存在更是与针式打印机一类的带通讯的设备提供了非常简便的连接方式。 (2)温控器型号为DTC1000V,通讯程序:通过设定RS-485的通讯协议、逾时时间,利用MODWR和MODRD指令将温控设定值,温度当前值,温控启动,温控自动调整,PID参数,误差调整值读取或写入DTC中,已完成工艺需要的控制要求。 5 结束语 由台达人机、PLC、DTC,编码器组成的控制系统轻松实现用户提出的要求;稳定可靠的产品品质,简单便易的操作方法,体现了台达机电产品整合系统的优越性;系统实现了全自动生产,大大提高了检测效率。为检测机行业提供了很好的案例。 【参考文献】 [1] 台达全系列可编程序控制器 台达内部资料 2008 [2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2002 [3] 《通信原理》,第3版,北京邮电大学出版社2008,周炯盘等编着(end) |
语言版本选择: