垫片冲裁入盖机_硬脆材料的超光滑高平面度抛光工艺
时间:2015-04-13 14:46 点击:
1 前言 专业研发、生产、销售: 测漏机 , 检漏机 , 试漏机 , 测漏仪 , 塑料瓶装袋机 , 垫片冲裁入盖机 ,客服热线:13929416960. 硬脆材料如白宝石单晶、微晶玻璃等以其优良特性得到广泛的
1 前言
专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960.
硬脆材料如白宝石单晶、微晶玻璃等以其优良特性得到广泛的应用。微晶玻璃用于如天文望远镜、光学透镜、火箭和卫星的结构材料等,而且也可作标准米尺;白宝石以其良好的透光性和耐磨性等特点用于激光器的反射镜和窗口、异质外延生长的半导体材料或金属材料的基片等。对硬脆材料进行超精密加工方法的研究,将进一步扩大其应用范围并提高其使用性能。
由于微晶玻璃中无数微小品粒的存在、白宝石硬度高,都认为很难得到超光滑高平面度的表面。通常的光学抛光机都是动摆式的,即工件相对于磨盘既转动,又沿一定的弧线摆动:工件在抛光的同时也不断地修整抛光模。但是,当抛光参数设定时,工件和抛光模的面形始终处于非收敛的变化中,即面形朝凹或凸的方向单调改变,不断检查面形,修改抛光参数,对操作员的技术水平要求很高。我们使用中国航空精密机械研究所研制的超精密研磨机CJY—500进行实验。其上下主轴均为液体静压主轴,还能够实现研磨盘的超精密车削,平面度小于lμm/φ500,用高精度的研磨盘来保证高精度的工件,勿需抛光中工件对其修整。当工件与锡磨盘定偏心、同方向、同转速运动时工件表面的材料去除相同,而且工件各点在研磨盘周光滑高平面度的表面奠定了基础。
2 数学模型
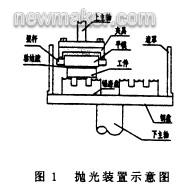
抛光实验装置如图1所示。抛光是上盘(工件)、下盘(锡磨盘)相对运动的过程。首先建立平面去除和运动轨迹的数学模型。
2.1 平面去除的数学模型
影响研磨和抛光的因素很多,如压力、时间、速度、抛光波、温度等。到目前为止,被人们普遍接受的表面材料去除的数学模型是Preston方程:
dR/dt=kpv……(2—1)
式中k:与被加工材料、工艺参数等有关的系数:
p:表面上某一点在t瞬时与研具间的压力;
v:该点在t瞬时与工具间的相对运动速度。
DR/dt:单位时间内材料去除量;
为了预测研抛试验中材料去除量与运动形式的关系,对(2—1)做如下假设:(1)材料的去除量仅由工件与研具的相互作用引起。(2)当研具与工件表面吻合良好,去除率较小且在整个加工过程中不露边的情况下,压力p可以认为不变的。在了时间内材料去除量用R(z,y)表示,则

当工件、锡磨盘分别作定偏心、同方向、同转速回转时,工件上任意一点相对于锡磨盘的运动速度v相同,在研磨时间T内的材料去除量相同,所以工件的面形有可能得到很好的改善.设转速为ω,偏心距为e,时间T内的材料去除量是R=kpωeT。
2.2 运动轨迹的数学模型
研抛运动轨迹是影响加工后表面粗糙度的重要因素。当工件、锡磨盘分别作偏心、同方向、同转速回转时,工件任一半径r上点相对于锡磨盘的运动轨迹方程:
(X十rcosφo)2+(Y十rsinφo)2=e2……(2—3)
可以看出工件上任意点A在研磨盘上走过的轨迹为以(-rcosφo,rsinφo)为圆心、半径为e的圆。工件上任意点在研磨时间T内相对研磨盘的移动路程相同,有可能提高工件表面的粗糙度。
从上两个模型中知,定偏心式同方向、同转速的运动方式,有利于获得超光滑高平面度表面。
3 辅助工艺及工装
3.1 夹具
夹具是连接上轴与工件的枢纽,其带动平模从而带动工件旋转。设计夹具时应注意:保证运动尽量稳定,否则工件表面可能塌边,翘边,以及象散等;尽量避免机器振动传给工件;夹具驱动平模的部位尽量光滑,减小摩擦:装卸方便。
3.2 抛光波
抛光波是粒度为纳米级的胶体SiO2溶液,它以溶胶的形式出现,在抛光中不会分散,始终处于一种稳定的状态。其融点很高为1710℃,莫式硬度为7,是一种很好的抛光材料。实验所需的抛光液经蒸流水稀释得到,pH值是用<10%醋酸溶液或<10%NaOH溶液来调节。
3.3 锡研磨盘
传统抛光常选用沥青作为研具材料。沥青盘最适宜的配方必须根据不同的工艺条件通过试验后确走,保证有适宜的硬度。其平面度是靠两平面对研来保证的,工艺性强。我们选用锡作为研具材料。锡既具有良好的嵌砂性能,又具有良好的耐磨性,刚性较前者高,其l0-25℃的再结晶温度保证了锡研磨盘的长时期使用。在抛光中锡磨盘的面形好坏将直接复映到工件的面形上去。实验用研磨机可以进行锡盘的车削,精度可达到lμm/500mm,其上开有一定宽度的周期性同心圆槽,槽脊上车有精细的螺旋槽,如图1所示。宽槽便于贮存多余的磨料,防止磨料的堆积,避免工件塌边:多余的磨料随时可以参加切削,增加了切削力;还可及时排除抛光过程中产生的切屑,避免划伤工件:有助于散热。箱细螺纹,能够使工件表面更好地与锡磨盘表面吻合,使抛光波更好地与工件接触。
3.4 粘结
传统的光学零件加工过程中使用的粘结材料基本上是热熔型粘结材料。先把工件和平模加热到适当温度,再把烤热的胶均匀地涂在二者连接部位,当然在随后的冷却过程中施加一定压力是不可缺少的。因为这样可以补偿由于平模面形精度及工件高度一致性不好所造成的粘结不均匀,以免在运动过程中产生不稳定运动。在实际应用过程中,由于工件与胶的冷却速度不一致,粘结胶凝固时,工件的热变形往往不能及时恢复,造成如下结果:虽然研抛结束时得至(了得完美的表面,卸下工件后,由于应力的释放,工件表面面形发生变化,从而前功尽弃。图2(a)给出了粘结前后的工件某一直径上面形变化曲线。由此可见,对于作为最后一道工序的超精密研抛而言,工件与平模的粘结方式亦显得非常重要,上述粘结方法是极为不合适的。
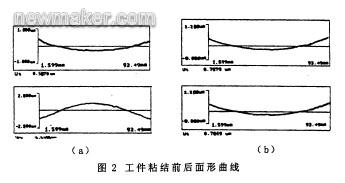
在实验中尝试使用冷粘的方法。用压面胶将工件与平模粘结在一起,然后施加适当压力,使压面胶被压紧,从而使得平模与工件粘结牢固。图2(b)给出了拈结前后的工件某一直径上面形变化曲线。从实验中知,压面胶压紧后,即发生了不可恢复的变形,不会因为研磨和抛光中受到摩擦力或法向力发生影响研抛质量的弹性变形。
4 工艺参数
4.1 抛光波浓度及pH值
抛光时常选用一定浓度的抛光液,浓度太高时,虽然增加去除率,提高效率,但容易造成塌边。抛光液的酸碱度(pH值)也会影响表面精度。pH值对一定精度的微晶玻璃(Zerodur)面形及粗糙度有影响,对白宝石影响不太明显:浓度与的综合作用在抛光中亦不可忽略。抛光中应根据不同材料表面化学特性来调节抛光波的pH值。
4.2 转速
抛光时,上下主轴的转速范围为30—100rpm,对抛光精度影响不大。应根据机床的实际情况来选择之。当转速高时,由于离心力的作用使得抛光液甩向液罩,有必要加一挡板,使抛光液流向工件,使抛光更充分。
4.3 抛光时间
在抛光液浓度、转速、pH值不变条件下,表面粗糙度值、平面度随着时间的延长降低,是锡盘通过磨料对工件表面修正的过程。抛光初始,工件与锡盘接触面积小,压强大,去除率高。随着时间延长,面形、粗糙度精度终将趋于某一稳定值,此时对各种因素己变得很敏感。由此可见,适当增加抛光时间是必要的,有必要找到效率与精度的最佳结合点参数。
另外,洁净环境、恒温是必需的。洁净环境,以防止灰尘落入划伤表面;恒温保证机器精度稳定。
5 结论
(1)锡适宜的硬度、强度、良好的嵌砂性能、较低的再结晶温度,适宜用作超精密抛光盘:
(2)当工件与锡磨盘同方向、同转速运转时,有利于获得超光滑高平面度的表面;
(3)高融点、高硬度、良好稳定性的胶体SiO2溶液浓度、酸碱度对硬脆材料表面精度有影响:适当增加研抛时间亦是必要的。
通过实验,我们能够获得λ/10~λ/15/φ30、λ/8/φ100平面度、白宝石0.23nmrms、微晶玻璃0.37~0.52nmrms的粗糙度。平面度如图3、白宝石、微晶玻璃粗糙度如图4(a)、(b)所示。

|
|
------分隔线----------------------------











