|
使用一台紧凑型传感器在线同时测量 25°/90° 浊度与色度 在现代化酿酒厂中,有越来越多的质量相关参数在过程中直接测量。实时测量这些数据的好处是能够不延迟地有效控制与优化诸多工艺步骤。此外,对于质量数据的记录和可追溯性而言,在线分析数据同样至关重要。对质量非常挑剔的消费者在开始饮用之前,就会对啤酒色泽和饮料色度等各项可视参数进行评估,这些参数同样会对其购买决定产生影响。
啤酒过滤与灌装 啤酒色度的测量通常使用 EBC(欧洲啤酒酿造协会)或 ASBC(美国酿造化学家学会)单位。在过滤后的啤酒中,浊度通常小于 1 EBC (1 EBC =69 ASBC)。在硅藻土或膜过滤器的出口处以及灌装线内直接测量浊度。在双散射角系统中,同时对 90° 和 25° 光线强度进行测量。90° EBC/ASBC值与啤酒蛋白质和葡聚糖等细小未溶解颗粒的浓度直接相关。25° 测量由于对酵母细胞和硅藻土颗粒等非啤酒组份具有较高敏感性,因此在这些应用中起着良好的监测作用。可通过检测这种散射角可靠快速地检测出不希望出现的过滤器穿透现象。 混合过程 专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 在高浓酿造过程中,通过将啤酒与脱氧水混合的方式调节原麦汁浓度。在有些情况下,为了生产出颜色更深的啤酒,还向其中添加着色啤酒。啤酒饮料的生产方法是将啤酒与软饮料或食用香精混合。这些混合步骤通常在啤酒过滤之后进行。除了确定原麦汁浓度之外,基于 EBC 方法的色度测量还可提供有关啤酒最终外观的重要信息:颜色一致与清澈透明是高质量的主要目标。通过吸收具有一定特征波长光线的方式对啤酒色度(准确而言是黄色)进行测量。在混合过程与灌装线中同步测量浊度可进一步确保不会出现混合过程中可能沉淀出的不受欢迎颗粒。不受欢迎颗粒也有可能是因不良批次的着色啤酒或香精液所致。
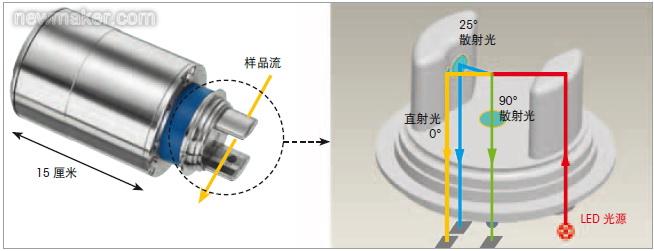
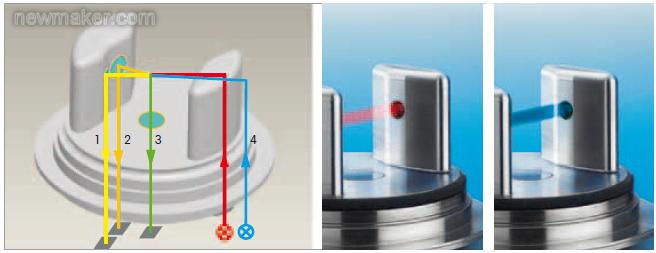
浊度 专业研发、生产、销售:植草板,植草格,排水板,蓄排水板,卷材排水板,植草板厂家,客服热线:0755-23937035.  梅特勒-托利多的 InPro 8600 是使用单传感头部与单一光源对 90° 与 25° 散射光同时测量的紧凑型在线浊度传感器。蓝宝石窗内嵌在不锈钢传感器头部中,并使用光电检测器对不同光线强度进行测量(如图 1)。0° 直射光测量可对背景色变化、可能出现的光源强度变化以及在某种程度上对光学窗口污垢进行补偿。传感器出厂前采用福尔马肼 (Formazin) 浊度标准液以0-–-100 EBC (0-–-6900 ASBC) 范围进行校准。由颗粒引起的散射光的空间分布取决于多种因素,其中之一为颗粒大小本身。因此,25° 与 90° 通道读数随着颗粒大小的不同而发生变化。如果样品液中只存在胶粒(小于约 1 微米),则与25° 通道相比,90° 通道显示的信号更高。如果液体中存在大于 1 微米的颗粒,则情况相反。 如上所述,可利用这一原理区分正常啤酒过滤工艺与不受欢迎的较大颗粒渗入过滤器介质的操作。 浊度读数比较 除了颗粒大小之外,其他参数同样会影响到浊度系统的读数。其他两个因素是散射角与传感器光源波长。因此,必须注意只能对通过相同光学设备获得的结果进行比较。酿酒厂客户使用的大多数浊度系统采用的是红色光源(650 纳米)和 25° 与 90° 散射角,这与 InPro 8600 传感器相同。 浊度加色度 通过测定可见光谱内的蓝光吸收性测定啤酒色度。这符合 EBC 推荐使用的啤酒色度分析方法。之所以使用蓝光是因为蓝光的波长较短,因此可使啤酒色差(黄色)最为容易识别。为了消除工艺测定过程中可能出现的误差源,尤其是因颗粒出现的浊度干扰所产生的误差,用户可采用两色方法进行浊度补偿。从技术角度而言,可通过测定红光吸收度与蓝光吸收度实现。因此,与上述设置相比,对传感头进行改造的一种方法是增加蓝光 LED。无论是蓝色 LED还是红色 LED 均以延迟脉冲模式(请见图 2)运行,这样用户能够使用三种信号、25° 与 90° 浊度加色度进行过程优化以及确保质量。
传感器安装 InPro 8600 传感器经过设计可在 GEA Tuchenhagen Varinline® 装置(如图 3)上直接安装。在正常的清洗温度条件下(通常为 85 °C),液接材质、不锈钢与蓝宝石对常规原位清洁 (CIP) 溶液具有耐腐蚀性。0(4)-–-20 mA 输出上提供三种测量信号,用于后续的过程控制。
浊度加色度 为酿酒厂内在线同时测量 25° 与90° 浊度加色度的新型光学系统已经开发出来。所有三个测量参数均由一台可在 Tuchenhagen Varinline® 流通护套上轻松安装的单个传感器提供。在啤酒与啤酒饮料生产过程中所涉及的许多过滤与混合工艺当中,了解这三组测量数据有助于优化这些生产步骤,并且可提供一种用于质量控制与追溯的工具。 InPro 8600 传感器系列特点概述 ■ 可用于 25°/90° 浊度加色度测量 ■ 易于安装和启动 ■ 适用于 CIP 过程 ■ 由于使用具有更长使用寿命的部件,因此维护工作量减少 ■ 具有通过 EHEDG 认证的卫生设计 ■ 测量原理符合 EBC 建议 |
语言版本选择: