|
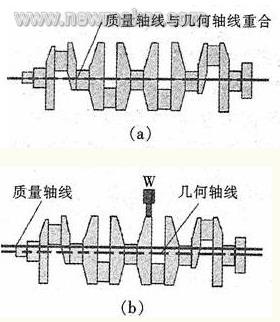
1 不平衡量的确定 曲轴是发动机中高速回转部件,而曲轴由于不平衡产生的振动与其转速的平方成正比。振动会导致轴承承受的负载增加、消耗的功率增加并降低轴承的寿命;振动增加工作时的噪声,使零件从总成上松动并产生疲劳失效等。对高速旋转的零件进行动平衡的目的是消除或减小振动。因此,曲轴平衡精度的高低对发动机的振动、运行平稳性及寿命都有很大的影响。 在加工轴颈前,曲轴需要进行端面和中心孔的加工。因为中心孔是后续加工工序的主要工艺基准,它的精度对后续工序特别是对动平衡工序和各加工表面余量分布产生很大影响。 几何轴线是由支撑旋转体的两个轴颈的几何中心点所决定的轴线。如图la所示,当旋转体完全对称时,质心将位于其轴线的中点,与几何中心重合,如果旋转体不受轴承限制,将围绕其几何轴线旋转;如图1b所示,在旋转体的中心部位上放置重块w,质心将发生改变,质量轴线将与几何轴线平行,但径向偏移一个距离,如果旋转体不受轴承约束,将绕质量轴线旋转;如图lc所示,如果重块w置于旋转体的一端,质心在径向和轴向均会发生偏移,偏移量与重块W的质量成比例关系。在自由状态下,旋转体将绕质量轴线旋转(图lc)。
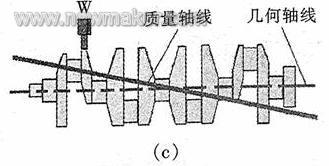
当曲轴处于不平衡状态时,其质量轴线与旋转轴线不重合。而动平衡工序就是在不平衡的曲轴上,通过去除材料或重新分配质量使其达到平衡状态。 对于一个给定物体的不平衡量,可以用一个给定半径的确定质量来表示。如图2所示,设物体的附加重物W的质量为G,它与质量轴线的距离为R,则不平衡量为: M=GR (1) 当处理动态不平衡时,必须增加一个限制条件,以便精确地定义平衡极限。 如图2a所示,重块W置于旋转体上,其重心与旋转体轴线的距离为半径R,与旋转体中点的距离为2X。图2b中重块与旋转体中点的距离为X。 在不平衡量为GR的情况下,如果仅按式(1),则图2所示的两个旋转体对于给定的不平衡条件一致。但是这两个旋转体明显有一个不同的平衡条件,所以必须规定一个进一步的限制条件。在确定动态平衡极限时,有2种方式定义限制条件:一是确定修正位置(修正点的轴向位置);二是确定动态不平衡量。 如果所考虑的旋转体不平衡量为GR,且在距中点2X的平面上,则图2a所示情况将满足条件,但图2b不满足。因此,确定修正平面以及允许的修正极限将完全定义动态不平衡量。
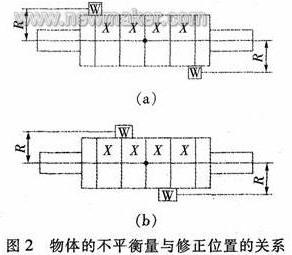
2 曲轴定心工艺 2.1传统工艺 以曲轴两端主轴颈外圆定位所钻出的中心孔为几何中心孔,形成的轴线为曲轴的几何轴线。如果在动平衡-钻中心孔机床上.先找出曲轴的质量轴线,按其所处位置钻出的中心孔则为质量中心孔。曲轴可以分别按照几何中心孔和质量中心孔来定心。 在产品多变的情况下,采用几何定心法可适应多品种生产且机床利用率高、经济性好。采用质量定心加工曲轴的主要优点是:减少曲轴动平衡时的去重量,提高动平衡的合格率等。但是质量定心机床比普通钻几何中心孔机床的价格要高很多。采用哪种定心方法更合理,这必须根据曲轴的形状、加工表面积、毛坯质量、加工要求和可能修正的不平衡量等因素来决定。 曲轴的加工表面积与不平衡量的关系如图3所示。一般认为,当曲轴的加工表面积小于40%时采用质量定心法,大于40%时采用几何定心法能够满足要求。
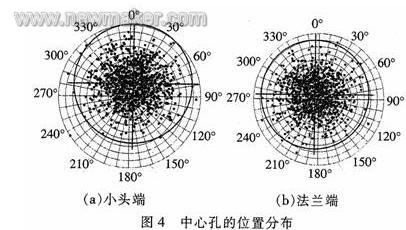
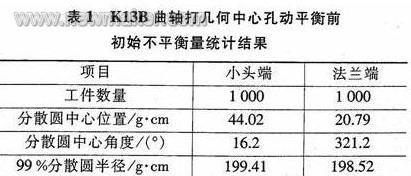
最初曲轴采用几何定心方式时,由于毛坯精度、曲轴的结构以及几何中心孔位置精度等原因,使几何轴线偏离质量轴线,造成曲轴在动平衡时去重较多,废品率较高。随后,质量定心引人到曲轴生产中,动平衡前的不平衡量大大降低,但质量定心机床价格比较昂贵。随着毛坯质量的提高,轴颈加工技术也得到发展,可以在很短的生产节拍内完成曲轴的主轴颈、连杆轴颈、沉割、轴肩及平衡块外圆的加工。又由于曲轴的外表面均需加工,加工表面积不断增大,因此几何定心又得以大量采用。也就是说,毛坯质量的改进和轴颈加工技术的发展带动了产品设计观念的改变及定心技术的发展,曲轴的定心工艺也经历了从几何定心-质量定心-几何定心这样一个过程。 同时,作为辅助手段,在曲轴加工前有3种方式可以控制曲轴动平衡前的的初始不平衡量:采用在线质量平衡机;采用离线平衡测量机,采集、统计数据,手动调整中心孔位置;根据最终的动平衡机采集数据,调整中心孔位置。但是,由于最终动平衡工序是在整个曲轴工艺过程的最后,所以采用第3种方法不能及时调整中心孔的位置,容易出现一批工件难于进行动平衡修正,即出现废品现象。 如图4(零件质量约为15kg,最大半径为240g•cm)所示,用不平衡分布圆表示不平衡量,即在统计图中采用极坐标形式,以半径表示不平衡量大小(g•cm),以角度表示不平衡量位置,图中每个点代表一个不平衡量测量值。不平衡圆的圆心与原点的距离是一组工件不平衡矢量的平均值。
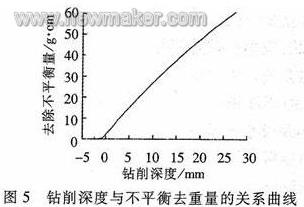
3.1钻削深度 在配重(平衡)块上钻孔是一种常用的平衡曲轴的方法。图5所示为钻削深度与不平衡去重量的关系曲线。由图5可知,不平衡去重量随钻削深度的增加而增大,但是线段的曲率越来越小。也就是说,在钻孔的初级阶段,去重量与钻削深度成正比;但当钻削到一定深度时,即钻头接近曲轴的旋转轴线时,去重的效果越来越不明显,此时应考虑钻多个孔。 3.2去重方向
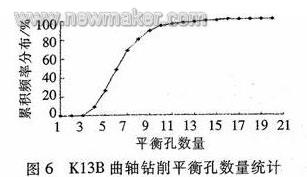
3.3钻孔数量 当不平衡量比较大时,受钻孔深度的限制,必须在不平衡量方向附近钻孔,钻孔数量越多,与不平衡量方向的偏离越大,则修正不平衡量的效果就越差。而且钻孔深度的控制、钻点角度和孔径的误差将由于钻孔数量的增多而增大;额外的分度时间也增加了工序的费用。 要在平衡极限内修正零件,修正角应定位在与真实角度(忽略其它误差)一定的范围内。如果修正点与不平衡量间夹角超过此范围,残余不平衡量将大于极限,其所在角度将在修正区域以外。 4 平衡孔的数量与生产节拍计算 在动平衡工序,由于零件的不同平衡孔数量不同,导致生产节拍不一致。如K13B曲轴采用几何定心方式,经过统计,其平衡孔的数量如图6所示。
5 不同定心法生产实例比较 根据式(1),平衡块外圆对不平衡量的影响最大。因此,很多厂家采用与平衡块外圆一起加工连杆轴颈的方法,大大减小了动平衡工序前的初始不平衡量。如4G1曲轴和480曲轴均采用高速外铣加工连杆轴颈及平衡块外圆,采用车-车拉加工主轴颈及曲拐侧臂,采用几何定心方法时效果较好。但是,如果曲轴的平衡块外圆等表面不加工,即曲轴的加工表面积比较小,如EA827的1.8 L发动机曲轴,则采用质量定心效果较好。 目前,以大众公司为代表的生产厂家基本采用质量定心工艺。而随着产品设计以及制造技术的发展,多数厂家趋向于采用几何定心工艺。两种定心方法生产实例比较如表2所列。 从表2可以看出,在大批量生产情况下,无论采用几何定心还是质量定心,只要在动平衡工序前工件初始不平衡量小于一定值,则经过动平衡工序,均可以达到同样的不平衡量并满足产品要求。 6 结束语 当曲轴的加工表面积较小时,采用质量定心工艺;当加工表面积较大时,由于质量定心对动平衡工序前的初始不平衡量无太大改善,综合考虑性能价格比因素,尽量采用几何定心。 但是应该指出,如果一批曲轴的质量是比较稳定的,其误差一般为设计误差及模具制造误差,其分布是有规律的,所以可以采用几何定心找出分布规律;如果曲轴存在制造精度及材料均匀性方面的误差,其中心分布是离散的,那么就无法进行几何孔位置的统计与修正。(end) |
语言版本选择: