|
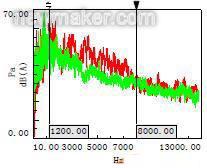
前言 长城GW4D20高压共轨柴油机,排量2.0L,标定(最大)功率110kW,最大扭矩310N.m,最大喷射压力1800bar。GW4D20发动机主要搭载轿车和SUV,自2008年开发开始,凭借其优越的性能指标,很快确立了它的市场主角地位。为了进一步提高产品竞争力,在样机阶段对该产品的NVH性能进行了改进。为了保证NVH 效果,在改进之初,与标杆车进行了噪声对比,并参照国外同类型产品制定了切实可行的改进目标,根据试验结果及发动机噪声产生原理,从以下5个方面进行了改进: 1)活塞敲击噪声优化; 专业研发、生产、销售:测漏机,检漏机,试漏机,测漏仪,塑料瓶装袋机,垫片冲裁入盖机,客服热线:13929416960. 2)配气机构噪声优化;3)结构辐射噪声优化; 4)开发油轨吸声罩; 5)优化正时罩材料; 改进后在台架和整车上进行了验证,效果较好,达到了标杆车水平及改进目标。 1 标杆对比及目标设定 1.1 整车状态下标杆对比 GW4D20样机装车后,在公司驾评过程中,一致反应发动机噪声大,尤其是怠速时,存在明显的“嗒嗒”声,加速时车内噪声无明显区别。为此在整车上与标杆机进行了怠速和加速过程噪声对比,试验在整车消声室内进行,在整车上发动机前方、左侧、右侧、上方四个位置分别测量发动机噪声,测试结果如图1和图2所示。
专业研发、生产、销售:植草板,植草格,排水板,蓄排水板,卷材排水板,植草板厂家,客服热线:0755-23937035.  测试数据表明,怠速时GW4D20发动机比标杆车噪声大3dB(A),主要是1200~7500Hz频率段噪声明显比标杆车大。 1.2 台架上发动机噪声测试及改进目标设定 为了降低该机怠速噪声,首先在台架上按照SAE J1074标准进行了怠速、满载每隔500rpm稳态1米声压级测试,测试结果如图3所示。
2 测试过程及方案确定 2.1 怠速时“嗒嗒”声测试及改善 由于该机装车后,怠速时发动机“嗒嗒”声非常明显,严重影响声音品质。所以针对产生类似噪声的结构进行了排查,主要包括活塞敲击噪声和配气机构噪声。 2.1.1 活塞敲击噪声改善 众所周知,活塞对气缸壁的敲击发生在上止点和下止点附近,在压缩上止点附近的敲击最为严重,其敲击强度主要取决于气缸内的最大爆发压力和活塞与缸壁之间的间隙。为了研究活塞敲击噪声对整机噪声影响,首先在台架上通过角度域测试,对怠速时活塞上止点振动信号,燃烧压力信号及1米声压级信号进行了对比分析,如图5所示。
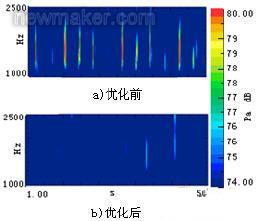
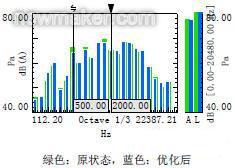
配气机构包括凸轮轴、挺柱、气门等零部件,这些零部件彼此相互高速运动会造成严重的摩擦和敲击噪声。并且配气机构大部分零部件刚度相对较差,因而易激发振动和噪声。气门上下敲击,由于弹簧产生的气门撞击噪声、凸轮和挺柱之间的摩擦噪声等都是配气机构的主要噪声源。解决这些噪声问题,首先要选用优良的凸轮型线,这样可以保证平滑的加速曲线和良好的配气机构动态特性,使凸轮对挺柱的冲击比较平稳,从而降低配气机构噪声。在配气机构噪声中,气门落座噪声是影响整机声品质的一个重要方面,尤其是怠速时能明显听到有节奏的类似“嗒嗒”的声音,为了改善怠速声品质,对凸轮轴型线进行了优化,主要是改变缓冲段长度,降低气门落座速度(由原来的0.024mm/deg降为0.016mm/deg),同时提高正时齿轮加工精度,减小正时齿轮啮合间隙。凸轮型线优化后发动机顶面噪声总声压级无明显变化,但在500~2000Hz频段有明显改善,而且时频分析结果也表明,在500~2000Hz附近,这种有节奏的敲击声也有明显变化,装机进行主观评价,能明显感觉出声品质变好,如图8、9所示。
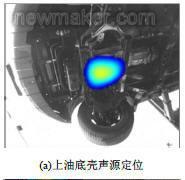
发动机工作过程中,在各种机械激励和燃烧激励的作用下,发动机及其各部件必然发生表面振动,并引起其相邻的空气质点振动,导致噪声辐射的产生,为了降低结构辐射噪声,在整车上和台架上分别进行了声源识别。 2.2.1 整车上发动机声源识别 在整车怠速情况下,在消声室内利用声学成像系统进行了怠速声源识别,测试时发现在机舱盖关闭时噪声源主要在地面上,初步判断噪声可能是油底壳辐射造成,后在整车下方确定声源位置时,声源恰好落在油底壳上,因此断定油底壳是该机的一个主要噪声源。如图10所示。该机油底壳是由上下两部分组成的,均为大的平板结构,为了降低整机噪声,对上下油底壳分别进行了模态分析,根据模态分析结构,针对大平面上局部变形较大的模态分别进行了拓扑优化和形貌优化。
怠速时在发动机台架上利用声强法分别对发动机进气、排气、上部、正时面分别进行了声源识别,测试结果表明,对整机辐射噪声贡献较大的除油底壳外,进气歧管表面辐射噪声也非常明显,并对声源辐射部位利用声振结合方法进行了验证,验证结果表明, 进气歧管最大辐射噪声频率为3150Hz,测试结果如图11~13所示。
结构优化的边界条件是提高并减少大平面结构局部变形模态,针对结构辐射的声源频率进行优化,并尽量保证结构轻量化。 (a)上油底壳结构优化 上油底壳主要针对图14所示三个局部变形较大的频率和模态进行优化。
下油底壳为钢板冲压结构,模态振型主要集中在两个侧壁上。选取侧壁上比较典型的模态进行优化,如图18所示。
台架上1米声压级及声源定位测试结果均表明,进气歧管是发动机的一个主要噪声源,其噪声辐射频率主要在3150Hz,进气歧管模态计算结果也表明,在3000Hz附近,进气歧管确实存在一阶模态,其频率为2988Hz,如图22所示,主要表现为上部局部变形。
(d)开发油轨及进气歧管吸声罩 由于进气歧管本身固有频率较高,针对进气歧管3150Hz模态很难进行优化,为了降低3150Hz噪声,开发了图26所示的吸声罩,在降低进气歧管噪声的同时,降低油轨辐射噪声,对新开发吸声罩进行验证,效果较好,尤其是在1000Hz~2000Hz、3000Hz~3500Hz频段,噪声明显降低,发动机顶面1米声压级降低1.7dB(A),整机平均1 米声压级降低1.3dB(A),测试结果如图27所示。
除以上主要噪声改善方案外,还包括正时塑料罩材料更换,正时轮系采用静音皮带,提高加工精度等。最终对改进方案装机,并在台架和整车上分别进行了效果验证。 3.1 台架效果验证 GW4D20发动机怠速噪声效果如图28所示,从图中可以看出,采取上述降噪措施后,噪声改善效果显著,基本达到了改进目标。 改善后,GW4D20发动机满载加速噪声效果如图29所示,整机加速过程整体降低1~3dB(A)。
对改善后的发动机装车,在发动机周围,包括进气面侧、排气侧、正时侧、顶面进行怠速噪声效果验证,测试结果表明,改善后不仅噪声达到了标杆车噪声水平,而且1200~7500Hz频段噪声也得到了明显改善,整车主观评价效果较好。验证结果如图30、图31所示。
对批产阶段发动机噪声改善建立可行的改善目标必不可少,目标不仅要有挑战性,而且要考虑成本和可制造性。要从噪声的产生根源入手,将开发成本减少到最低。对于高压共轨发动机,除了降低常规的内燃机结构辐射噪声外,喷油器噪声已不能忽视,除了自身的针阀敲击噪声外,它还会对缸盖和缸体产生振动激励,从而增加结构辐射噪声。 因此如何从根源上降低喷油器针阀敲击噪声,如何从安装方式上降低喷油器对缸盖的激励,还需要进行深入的探讨和研究。(end) |
语言版本选择: